
Многие задаются вопросом, как правильно паять SMD-компоненты. Но перед тем как разобраться с этой проблемой, необходимо уточнить, что же это за элементы. Surface Mounted Devices – в переводе с английского это выражение означает компоненты для поверхностного монтажа. Главным их достоинством является большая, нежели у обычных деталей, монтажная плотность. Этот аспект влияет на использование SMD-элементов в массовом производстве печатных плат, а также на их экономичность и технологичность монтажа. Обычные детали, у которых выводы проволочного типа, утратили свое широкое применение наряду с быстрорастущей популярностью SMD-компонентов.
Ошибки и основные принцип пайки
Некоторые умельцы утверждают, что паять такие элементы своими руками очень сложно и довольно неудобно. На самом деле, аналогичные работы с ТН-компонентами проводить намного труднее. И вообще эти два вида деталей применяются в различных областях электроники. Однако многие совершают определенные ошибки при пайке SMD-компонентов в домашних условиях.
SMD-компоненты
Главной проблемой, с которой сталкиваются любители, является выбор тонкого жала на паяльник. Это связано с существованием мнения о том, что при паянии обычным паяльником можно заляпать оловом ножки SMD-контактов. В итоге процесс паяния проходит долго и мучительно. Такое суждение нельзя считать верным, так как в этих процессах существенную роль играет капиллярный эффект, поверхностное натяжение, а также сила смачивания. Игнорирование этих дополнительных хитростей усложняет выполнение работы своими руками.
 Пайка SMD-компонентов
Пайка SMD-компонентов
Чтобы правильно паять SMD-компоненты, необходимо придерживаться определенных действий. Для начала прикладывают жало паяльника к ножкам взятого элемента. Вследствие этого начинает расти температура и плавиться олово, которое в итоге полностью обтекает ножку данного компонента. Этот процесс называется силой смачивания. В это же мгновение происходит затекание олова под ножку, что объясняется капиллярным эффектом. Вместе со смачиванием ножки происходит аналогичное действие на самой плате. В итоге получается равномерно залитая связка платы с ножками.
Контакта припоя с соседними ножками не происходит из-за того, что начинает действовать сила натяжения, формирующая отдельные капли олова. Очевидно, что описанные процессы протекают сами по себе, лишь с небольшим участием паяльщика, который только разогревает паяльником ножки детали. При работе с очень маленькими элементами возможно их прилипание к жалу паяльника. Чтобы этого не произошло, обе стороны припаивают по отдельности.
Пайка в заводских условиях
Этот процесс происходит на основе группового метода. Пайка SMD-компонентов выполняется с помощью специальной паяльной пасты, которая равномерно распределяется тончайшим слоем на подготовленную печатную плату, где уже имеются контактные площадки. Этот способ нанесения называется шелкографией. Применяемый материал по своему виду и консистенции напоминает зубную пасту. Этот порошок состоит из припоя, в который добавлен и перемешан флюс. Процесс нанесения выполняется автоматически при прохождении печатной платы по конвейеру.
 Заводская пайка SMD-деталей
Заводская пайка SMD-деталей
Далее установленные по ленте движения роботы раскладывают в нужном порядке все необходимые элементы. Детали в процессе передвижения платы прочно удерживаются на установленном месте за счет достаточной липкости паяльной пасты. Следующим этапом происходит нагрев конструкции в специальной печи до температуры, которая немного больше той, при которой плавится припой. В итоге такого нагрева происходит расплавление припоя и обтекание его вокруг ножек компонентов, а флюс испаряется. Этот процесс и делает детали припаянными на свои посадочные места. После печки плате дают остыть, и все готово.
Необходимые материалы и инструменты
Для того чтобы своими руками выполнять работы по впаиванию SMD-компонентов, понадобится наличие определенных инструментов и расходных материалов, к которым можно отнести следующие:
- паяльник для пайки SMD-контактов;
- пинцет и бокорезы;
- шило или игла с острым концом;
- припой;
- увеличительное стекло или лупа, которые необходимы при работе с очень мелкими деталями;
- нейтральный жидкий флюс безотмывочного типа;
- шприц, с помощью которого можно наносить флюс;
- при отсутствии последнего материала можно обойтись спиртовым раствором канифоли;
- для удобства паяния мастера пользуются специальным паяльным феном.
 Пинцет для установки и снятия SMD-компонентов
Пинцет для установки и снятия SMD-компонентов
Использование флюса просто необходимо, и он должен быть жидким. В таком состоянии этот материал обезжиривает рабочую поверхность, а также убирает образовавшиеся окислы на паяемом металле. В результате этого на припое появляется оптимальная сила смачивания, и капля для пайки лучше сохраняет свою форму, что облегчает весь процесс работы и исключает образование «соплей». Использование спиртового раствора канифоли не позволит добиться значимого результата, да и образовавшийся белый налет вряд ли удастся убрать.

Очень важен выбор паяльника. Лучше всего подходит такой инструмент, у которого возможна регулировка температуры. Это позволяет не переживать за возможность повреждения деталей перегревом, но этот нюанс не касается моментов, когда требуется выпаивать SMD-компоненты. Любая паяемая деталь способна выдерживать температуру около 250–300 °С, что обеспечивает регулируемый паяльник. При отсутствии такого устройства можно воспользоваться аналогичным инструментом мощностью от 20 до 30 Вт, рассчитанным на напряжение 12–36 В.
Использование паяльника на 220 В приведет к не лучшим последствиям. Это связано с высокой температурой нагрева его жала, под действием которой жидкий флюс быстро улетучивается и не позволяет эффективно смачивать детали припоем.
Специалисты не советуют пользоваться паяльником с конусным жалом, так как припой трудно наносить на детали и тратится уйма времени. Наиболее эффективным считается жало под названием «Микроволна». Очевидным его преимуществом является небольшое отверстие на срезе для более удобного захвата припоя в нужном количестве. Еще с таким жалом на паяльнике удобно собирать излишки пайки.

Использовать припой можно любой, но лучше применять тонкую проволочку, с помощью которой комфортно дозировать количество используемого материала. Паяемая деталь при помощи такой проволочки будет лучше обработана за счет более удобного доступа к ней.
Как паять SMD-компоненты?
Порядок работ
Процесс пайки при тщательном подходе к теории и получении определенного опыта не является сложным. Итак, можно всю процедуру разделить на несколько пунктов:
- Необходимо поместить SMD-компоненты на специальные контактные площадки, расположенные на плате.
- Наносится жидкий флюс на ножки детали и нагревается компонент при помощи жала паяльника.
- Под действием температуры происходит заливание контактных площадок и самих ножек детали.
- После заливки отводится паяльник и дается время на остывание компонента. Когда припой остыл - работа выполнена.
 Процесс пайки SMD-компонентов
Процесс пайки SMD-компонентов
При выполнении аналогичных действий с микросхемой процесс пайки немного отличается от вышеприведенного. Технология будет выглядеть следующим образом:
- Ножки SMD-компонентов устанавливаются точно на свои контактные места.
- В местах контактных площадок выполняется смачивание флюсом.
- Для точного попадания детали на посадочное место необходимо сначала припаять одну ее крайнюю ножку, после чего компонент легко выставляется.
- Дальнейшая пайка выполняется с предельной аккуратностью, и припой наносится на все ножки. Излишки припоя устраняются жалом паяльника.

Как паять при помощи фена?
При таком способе пайки необходимо смазать посадочные места специальной пастой. Затем на контактную площадку укладывается необходимая деталь - помимо компонентов это могут быть резисторы, транзисторы, конденсаторы и т. д. Для удобства можно воспользоваться пинцетом. После этого деталь нагревается горячим воздухом, подаваемым из фена, температурой около 250º C. Как и в предыдущих примерах пайки, флюс под действием температуры испаряется и плавится припой, тем самым заливая контактные дорожки и ножки деталей. Затем отводится фен, и плата начинает остывать. При полном остывании можно считать пайку оконченной.

Михаил Нижник , генеральный директор, ООО «Группа МЕТТАТРОН»
Автор обобщает сведения о свойствах и поведении паст при пайке, опираясь на обширный опыт работы с паяльными пастами фирмы «KOKI» . Статья будет интересна технологу, работающему на линии поверхностного монтажа.
ВИДЫ ПАЯЛЬНЫХ ПАСТ
Пасты классифицируются по типу флюсов (см. рис. 1).
"Водорастворимую" паяльную пасту (остатки флюса после пайки растворяются водой), требующую обязательной отмывки из-за содержания активного флюса (см. таблицу 1), отмывают последовательно обычной, дистиллированной и деионизированной водой, причем на каждом этапе применяют струйную отмывку или ультразвук. Для "водорастворимых" паст, не требующих обязательной отмывки, процесс ограничивается дистиллированной водой.
Рис. 1. Классификация паяльных паст
| Активность флюса (% содержание галогенов) | Канифольные Rosin (RO) | Синтетические Resin (RE) | Органические Organic (OR) | Необходимость отмывки |
|---|---|---|---|---|
| Низкая (0%) | ROL0 | REL0 | ORL0 | Нет |
| Низкая (<0,5%) | ROL1 | REL1 | ORL1 | Нет |
| Средняя (0%) | ROM0 | REM0 | ORM0 | Рекомендуется |
| Средняя (0,5 – 2,0%) | ROM1 | REM1 | ORM1 | Рекомендуется |
| Высокая (0%) | ROH0 | REH0 | ORH0 | Обязательно |
| Высокая (>2,0%) | Обязательно |
С пастами, требующими отмывки специальными жидкостями, ситуация иная. Вне зависимости от наличия в составе галогенов, такие пасты основаны на канифольных флюсах, поэтому для их отмывки после пайки рекомендуется применять растворитель типа HCFC и омыляющий реагент. Потом отмывочные жидкости, в свою очередь, отмываются дистиллированной, а затем деионизированной водой.
Вместе с тем, многие паяльные пасты, не содержащие галогенов, отмываются трудно и оставляют на поверхности плат белесый остаток флюса. При этом стойкость к осадке считается важнее отмываемости.
Большинство паяльных паст, не требующих отмывки, освобождают производство от этого технологического процесса. Флюсы таких паст защищают паяное соединение от коррозии подобно лаку. Сосредоточимся на пастах, не требующих отмывки: они наиболее технологичны.

Рис. 2. Состав паяльных паст
Часто говорят: безотмывочные пасты не должны содержать галогенов. Надо четко уяснить, что если в документации на пасту указано «Требует отмывки», то мыть надо обязательно, а если такой маркировки нет, то вопрос решается исходя из дополнительных требований к изделию: внешний вид, нанесение лака.
В Японии, например, галогенсодержащие пасты (0,2%) в процессах без отмывки после пайки гораздо популярнее безгалогенных. Галогенсодержащие паяльные пасты сравнительно более технологичны, например, по паяемости, но часто уступают безгалогенным пастам по надежности, что проявляется в снижении сопротивления изоляции готового монтажа. Это объясняется более высокой химической активностью остатков флюса. Таким образом, паяемость и надежность, в большинстве случаев, - взаимоисключающие факторы.
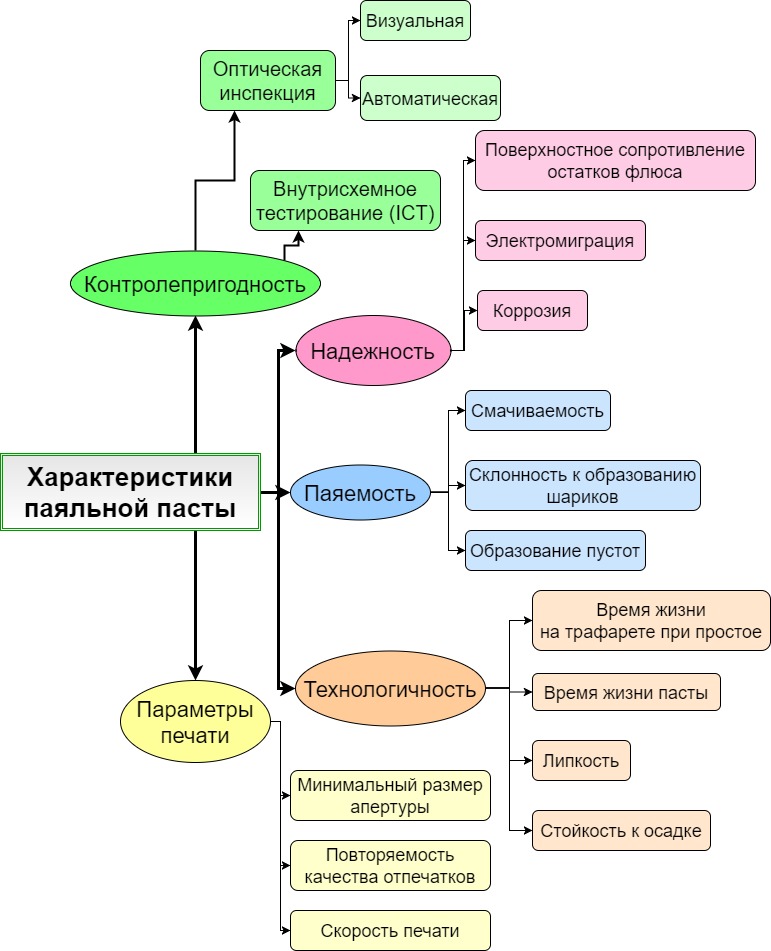
Рис. 3. Основные характеристики, учитываемые при разработке или выборе паяльных паст
В идеале, для пайки без отмывки нужна паста без галогенов, но с паяемостью, как у галогенсодержащей пасты.
Трудность заключается в повышении химической активности безгалогенных безотмывочных паст. В большинстве таких паст в качестве активатора вместо галогенсодержащих соединений используются органические кислоты, причем чем меньше молекулярный вес кислоты, тем больше способность активации. Поскольку активирующее действие органических кислот гораздо слабее, чем у галогенсодержащих компонентов, стараются ввести в систему флюса пару десятков относительно активных органических кислот.
Вместе с тем такие высокоактивные органические кислоты поглощают влагу. Это чревато: оставшаяся в остатках флюса на поверхности подложки кислота при взаимодействии с водой ионизируется, что уменьшает поверхностное сопротивление изоляции и ведет к электромиграции.
В системах активации в паяльных пастах (здесь автор опирается на технические данные по пастам фирмы «KOKI») используются менее гигроскопичные органические кислоты и специально разработанный безионный активатор. Эта специальная система не диссоциирует на ионы, ее электрические свойства стабильны, а активирующая способность не уступает галогенам. Благодаря высокой температуре активации, безионный активатор в сочетании с тщательно подобранными органическими кислотами делает активацию на стадии оплавления более длительной. В результате паяемость улучшается не в ущерб надежности.
Вот примеры популярных типов паст:
- паяльная паста для высокоскоростной печати;
- паяльная паста с высокой смачивающей способностью;
- паяльная паста для автоматического внутрисхемного тестирования;
- универсальная паста с чрезвычайно длительным временем жизни на трафарете.
| Стадии жизненного цикла пасты | Контролируемые характеристики |
|---|---|
| Хранение | Неизменность вязкости и паяемости |
| Нанесение пасты | Тонкая печать с шагом 0,5 мм и сверхтонкая - с шагом 0,4 мм. Время жизни после нанесения. Растекаемость пасты. Отделяемость от стенок апертур трафарета. Скорость печати (нормальная - до 100 мм/с, скоростная - 200 мм/с и более). Тиксотропный индекс (изменение вязкости в процессе оплавления). Полнота заполнения апертур. Размазываемость пасты по трафарету (паста должна образовывать плотный валик перед ракелем). |
| Монтаж компонентов | Клейкость. Стойкость пасты к осадке (растеканию). |
| Оплавление | Образование перемычек (короткие замыкания). Наличие частиц припоя в остатках флюса. Выворачивание и отрыв компонентов (tombstoning). Смачиваемость (образование галтели припоя). |
| Контроль качества | Остатки флюса должны обеспечивать бесперебойную работу АОИ - автоматической оптической инспекции. Для паяльных паст, предназначенных для последующего ICT-контроля, остатки флюса должны быть пластичными и оставаться на зондах. |
| Качество отмывки | При необходимости отмывки от остатков флюса она должна быть полной, без белого налета. |
СОСТАВ ПАЯЛЬНЫХ ПАСТ
Паяльные пасты состоят из припоя и флюса (см. рис. 2). При выборе комплекса припой + флюс для паяльной пасты учитывают характеристики, приведенные на рис. 3.
Порошок припоя
Для производства порошка припоя используют методы газового и центробежного распыления. Особенности метода газового распыления:
Получение частиц малого размера;
Легкость управления процессом образования окисной пленки на поверхности частиц;
Низкий уровень окисления частиц припоя.
Полученные частицы порошка припоя имеют размеры 1–100 мкм. На распределение размеров частиц припоя и их диаметр влияет скорость подачи припоя, скорость вращения шпинделя и содержание кислорода.

Рис. 4. Получение порошка припоя газовым распылением
Порошок получают в емкости высотой около 5 м и диаметром 3 м, которая заполнена азотом и кислородом очень малой плотности (см. рис. 4). Слитки припоя плавят в тигле, расположенном в верхней части резервуара. Расплавленный припой капает вниз на шпиндель, вращающийся с большой скоростью. Когда капли припоя попадают на шпиндель, происходит разбрызгивание припоя в направлении стенок резервуара, при этом припой приобретает сферическую форму и затвердевает до того, как эти частицы достигнут стенки резервуара.

Рис. 5. Степень окисления частиц припоя в зависимости от их размера
Затем порошковый припой попадает на сортировочное сито, где лучше всего использовать метод двойной сортировки порошка припоя. На первой стадии порошок сортируют струей азота от воздуходувки. При этом отсеиваются частицы с размерами меньше нужного. Затем порошок идет на сито, где задерживаются частицы с размерами, превышающими заданные величины.
Паяльные пасты с размером частиц 20–38 мкм применяются при монтаже печатных плат с шагом апертур трафарета до 0,4 мм, а с размером 20–50 мкм - для шага от 0,5 мм.
На качество порошков влияют два фактора.
Распределение размера частиц влияет на реологию паяльных паст, печать, растекаемость, характер отделения от трафарета и показатели осадки паст. Минимальный размер апертур трафарета зависит от минимального размера контактных площадок на печатной плате, при этом максимальный размер апертуры меньше или равен размеру контактной площадки. Нужный размер частиц подбирайте из расчета, что в самую маленькую апертуру трафарета должно гарантированно уместиться не менее 5 частиц припоя, как показано на рис. 12.
Флюс
Второй компонент паяльной пасты - это флюс. Роль флюса в паяльных пастах та же, что и при пайке «волной припоя», или селективной пайке. Флюс должен:
Удалить оксидную пленку и предотвратить повторное окисление в процессе пайки. Металлические поверхности в условиях высоких температур при оплавлении быстро окисляются. Твердые компоненты флюса при этих температурах размягчаются и переходят в жидкое состояние, покрывая и защищая спаиваемые поверхности от повторного окисления. Флюс восстанавливает металл и удаляет оксидную пленку с поверхности контактов электронных компонентов, финишного покрытия печатной платы и поверхности порошка припоя;
Удалить загрязнения. Впрочем, флюс не справится с большим количеством пото-жировых отпечатков, поэтому лучше плату брать в руки в перчатках;
Обеспечить стабильность вязкости пасты, требующуюся при печати и оплавлении.
Основные флюсующие компоненты и их роль указаны в таблице 3.
| Группа | Вещества | На что влияют | Пояснение |
|---|---|---|---|
| Активаторы | Аминхлоргидрат. Органические кислоты и т.д. | Активирующая способность (паяемость). Надежность (поверхностное сопротивление остатков флюса, уровень электромиграции и коррозии). Срок хранения. | Именно эти компоненты в основном обеспечивают эффективное удаление окислов. Активаторы не только размягчают и переводят в жидкую форму древесные смолы, они также смачивают поверхность металла и реагируют с окислами. |
| Канифоли | Древесная канифоль. Гидрированная канифоль. Диспропорционированная канифоль. Полимеризующаяся канифоль. Канифоль, денатурированная фенолом. Канифоль, денатурированная эфиром. | Печать. Паяемость. Стойкость к осадке. Клейкость. Цвет остатков флюса. Контролепригодность. | Эти виды канифоли размягчаются на стадии предварительного нагрева (температура размягчения 80–130°С) и растекаются по поверхности частиц припоя и по подложке. Фирма «KOKI» обычно использует натуральные древесные канифоли. В зависимости от вида обработки они имеют различный цвет (чаще всего желтый или желто-оранжевый), активирующую способность и температуру размягчения. Для управления технологическими свойствами (осадкостойкостью, клейкостью и т. д.), а также свойствами остатка (его цветом, пластичностью, способностью обеспечивать тестируемость схемы) обычно в состав флюса входит не менее 2–3 различных видов канифоли. |
| Тиксотропные материалы | Пчелиный воск. Гидрированное касторовое масло. Алифатические амиды. | Четкость печати. Вязкость. Тиксотропность. Стойкость к осадке. Запах. Отмываемость. | Эти компоненты позволяют обеспечить стойкость пасты к напряжениям сдвига, возникающим в процессе печати и установки компонентов на плату, и восстанавливают вязкость пасты после нанесения ее на подложку. Дополнительные компоненты обеспечивают легкое отделение пасты от трафарета, что улучшает качество печати. |
Рассмотрим теперь факторы, влияющие на качество печати.

Рис. 6. Факторы, влияющие на качество печати
ПРИНТЕРЫ
Электронная промышленность развивается, и плотность монтажа компонентов на печатной плате растет, а размер компонентов уменьшается. Из-за этого требования к характеристикам и качеству паяльных паст ужесточаются.
Критичный фактор при монтаже печатных плат с высокой плотностью монтажа компонентов - выбор оборудования и параметров печати, а также качество и характеристики паяльных паст. Это означает, что даже если подобрана потенциально очень хорошая паяльная паста, результат может оказаться удручающим только из-за неправильной установки рабочих параметров принтера или неудачного подбора ракеля и способа изготовления трафарета.
Факторы, определяющие качество печати, перечислены на рисунке 6. Рассмотрим их подробнее.
Трафареты
Способы изготовления трафаретов (см. рис. 7):
Химическое травление;
Лазерная резка;
Гальванопластика.
Прежде использовались трафареты, полученные химическим травлением, в силу их относительной дешевизны. Однако форма апертур таких трафаретов не позволяет получать качественную печать при размере апертур менее 0,5 мм.
Трафареты, изготовленные лазерной резкой, имеют меньший размер апертур, но на стенках апертур остается окал, получившийся в результате плавления металла. Без дополнительной обработки такие трафареты невозможно использовать для апертур шириной менее 0,4 мм или под корпуса BGA c диаметрами площадок 0,25–0,3 мм. Эта проблема легко решается путем электрополировки трафаретов, которая убирает шероховатость со стенок апертур, что позволяет использовать такие трафареты при размере апертур до 0,2 мм.
Третий метод - гальванопластика - дает трафареты с размером апертур до 0,1 мм. Используется крайне редко, потому что такой размер апертур практически не используется, а стоимость производства высока.
Толщина трафарета определяется минимальными размерами и шагом между апертурами. Чем тоньше трафарет, тем лучше результаты при печати, поскольку тонкие трафареты вызывают меньшее напряжение сдвига в пасте при отделении от подложки (см. рис. 8).


Рис. 8. Чем тоньше шаблон, тем меньше сдвигается паста при отделении от подложки
Желательно, чтобы размер апертуры был несколько меньше площадки на печатной плате, чтобы скомпенсировать растяжение трафарета, допуски на совмещение и осадку паяльной пасты. Пример апертуры под контактную площадку вывода корпуса QFP (шаг 0,5 мм) приводится на рисунке 9.


Рис. 11. В отверстиях со скругленными углами адгезия между пастой и стенками отверстий меньше

Рис. 12. В самое маленькое отверстие трафарета должны вписываться от 4 до 5 самых больших шариков припоя
Геометрическая форма апертур сильно влияет на число дефектов пайки. Поэтому к изготовлению трафаретов нужно подходит очень ответственно, как на этапе конструирования, так и на этапе изготовления.
Правила расчета размеров апертур иллюстрирует рисунок 10. Рисунок 11 показывает, что при использовании апертур со скругленными углами уменьшается адгезия между пастой и стенками апертур при отделении трафарета от подложки, что уменьшает искажение отпечатка.
Что касается минимального размера апертур, то не менее 5 самых больших шариков припоя должны вписываться в самую маленькую апертуру по ее меньшей стороне (см. рис. 12).
Ракели
Ракели бывают резиновыми и металлическими. Резиновые ракели подразделяются по форме на квадратные, плоские и сабельные (см. рис. 13). Нельзя сказать, какой из ракелей лучше: от рабочего угла ракеля зависит растекаемость пасты, а хорошая растекаемость дает должное заполнение каждой апертуры паяльной пастой.
Рабочий угол сабельного ракеля составляет 70–80°. Поскольку сила, направленная вниз, относительно невелика, такой ракель больше подходит для паст с низкой вязкостью.
У квадратного ракеля рабочий угол составляет 45°. Он оказывает высокое давление на паяльную пасту, поэтому его лучше применять для высоковязких паст. Если работать этим ракелем с низковязкими пастами, то паста затечет под трафарет (см. рис. 14).
Рабочий угол плоского ракеля - 50–60°. Изменяя угол наклона, можно работать с пастами различной вязкости.
При работе с резиновыми ракелями надо постоянно следить, чтобы рабочая кромка всегда была острой. При износе кромки приходится увеличивать нажим, чтобы избежать размазывания пасты. При этом возрастает и давление, под которым происходит заполнение апертур пастой, что увеличивает трение между частицами припоя и неблагоприятно влияет на отделяемость пасты от стенок апертур.
В отличие от резиновых, жесткие металлические ракели не изнашиваются, работают долго и не захватывают пасту из отверстий.

Я искал какой-нибудь способ подготовки моих самодельных печатных плат. Одно из решений, которое пришло мне в голову — это оплавление паяльной пастой. Другое очень крутое использование паяльной пасты — это ремонт латунных деталей — таких как трубы, тромбоны и тубы, потому что все, что нужно сделать, это разогреть соединение с намазанной пастой, и при правильной температуре оно склеивается.






Показать еще 11 изображений











Если вы искали паяльную пасту в интернете, то знаете, что она стоит очень немало. Мне было интересно, можно ли сделать паяльную пасту своими руками начального уровня в домашних условиях. Посмотрев несколько форумов, я нашел диалог, в котором кто-то использовал стружку из припоя смешанного с флюсом и у него получилось заменить припойную пасту.
Я решил попробовать сделать состав, и в процессе выяснилось, что это намного проще, чем я думал. Вся суть в том, что работа с предварительно обработанными платами становится намного проще, и время пайки значительно сокращается.
Предупреждение: этот проект содержит работу со свинцовой стружкой. Работайте в хорошо вентилируемой зоне и надевайте маску и перчатки. Также убедитесь, что материалы не попадают в пищу.
Что вам понадобится:
- Твердый припой — 50-50 или 60-40. Вы можете использовать припой с флюсом, но не на кислотной основе, поскольку она будет разъедать ваши компоненты.
- Напильник — мелкий или средний. С более мелким придется потратить больше усилий, но паста будет качественнее.
- Флюс для припоя — также называется паяльной пастой, но не путайте с реальной паяльной пастой. Убедитесь, что основой пасты не является кислота! Недобросовестные магазины продают такие вещи.
- Печь, источник огня или духовка.
Эта инструкция включает в себя 12 шагов.
Шаг 1: Подготовьте куски припоя для плавки
- Разрежьте припой на полоски или кусочки
- Сделайте емкость для плавления из алюминиевой фольги. Сложите фольгу в несколько слоев, чтобы свинец не просочился и не испортил вашу печь.
- Сделайте «лодочку» или «миску»
Шаг 2: Подвергните припой температурной обработке
Вам нужно довести твердый кусок припоя до состояния большой капли. Я использовал печь на самом высоком уровне жара в течение 40 минут.
Вы можете также поместить алюминиевую лодочку на металлический противень поверх решетки. Предупреждение: не кладите емкость прямо на источник тепла, так как в алюминии появится дырка и свинец вытечет. После того как припой расплавится, выньте его и остудите. Форма на выходе не имеет значения.
Шаг 3: Охлаждение и предварительная подготовка
Уберите алюминиевую фольгу.
Примечание: удостоверьтесь, что вы полностью удалили следы алюминия, чтобы он не попал в пасту для пайки оловом.
Шаг 4: Измельчение куска припоя
Это просто: при помощи напильника измельчите свинец в мелкий порошок. Обратите внимание, что если вы трете слишком сильно, песок будет слишком крупным и припой начнет нагреваться, поэтому время от времени припой нужно поворачивать.
Обязательно наденьте защитную маску и перчатки!
Шаг 5: Смешайте порошок с флюсом
Шаг 6: Первый тест
После нескольких тестов на платах я решил попробовать смесь в реальном проекте. Для этой цели я взял классический базовый предусилитель и решил пересадить его в ленточный микрофон RCA Varacoustic; предусилитель улучшит звук микрофона, даст ему фантомное питание и его можно будет реально использовать.
Я спешил, чтобы похвастаться, поэтому, к несчастью, не очистил весь фоторезист (синий осадок на некоторых панелях и дорожках). В этих местах припой не сядет должным образом. В следующий раз я вымочу плату в пищевой соде, вместо того чтобы быстро очистить её.
Шаг 7: Добавляем тонкий слой пасты
Я покрыл плату, как мне казалось, тонким слоем пасты. Позже выяснится, что я должен был положить меньше пасты и размазать. Не так важно, где находится припой. Как только флюс и припой расплавятся, припой волшебным образом покроет медные дорожки.
Совет: для лучших результатов травления, экспонирования и лужения эффективно будет очистить плату при помощи кухонного чистящего средства типа Comet, это лучше, безопаснее и быстрее, чем использование ацетона.
Шаг 8: Нагреваем плату — часть 1
Для демонстрации я использовал паяльный фен. Если ваш фен нагревается до 260 градусов Вы можете использовать метод пайки-сварки с оплавлением.
Шаг 9: Нагреваем плату — часть 2
Здесь я сфотографировал процесс на полпути — просто чтобы показать, как паста течет по дорожкам.
Шаг 10: Почти готово
После того как припой полностью растекся по плате, сверху останется слой флюса, который нужно будет очистить используя Comet или мыло с водой. Вы можете использовать абразивы, чтобы избавиться от флюса.
Шаг 11: Финальная версия платы
Как вы видите, для первой попытки вышло неплохо — никаких перебоев в дорожках! Сборка платы становится очень простой. Вы можете таким же образом крепить SMD детали к плате (я попробовал, на плате есть несколько элементов SMD, которые легко прикрепились).
Шаг 12: Конечный результат
В результате вышел экономный и нетрудоемкий способ заменить канифоль, которой хватит надолго.
Здравствуйте. В сегодняшнем обзоре я проведу сравнение двух паяльных паст - BEST BST-328 с температурой плавления 183°C и SODA SD-528T, температура плавления которой заявлена в 138°C. Если это вам интересно – приглашаю под кат.
Заказ был сделан 28 июля и пасты отправились ко мне двумя пакетами. Первой, 16 августа, прибыла паста BEST BST-328:

Поэтому именно в таком порядке мы и будем их сравнивать.
Краткие характеристики со страницы товара в магазине:
Brand Name: BEST
Model number: BST-328
Size: 35*18mm
Composition: Sn63/Pb37
Melting point: 183°C
The best cold storage temperature: 5--10°C
Package includes:1 x BST-328 50g Tin Paste Lead solder
Паста поставляется в прозрачной пластиковой банке, затянутой плёнкой:

Снимаем плёнку:

Взвесим банку:

Да. До заявленных 50 грамм – далеко. Учитывая, что банка сделана из толстого и прочного пластика – можно ещё отнять грамм десять, получив нетто в 30 грамм.
Откроем баночку:

Посмотрим консистенцию пасты:

Паста густая, тянущаяся, обладает отличной липкостью, очень хорошо наносится.
Теперь перейдем к паяльной пасте .
Попав в город в один день – паста SODA SD-528T, заплутала в почтовых отделениях и пришла к финишу только 18 августа:

Краткие характеристики паяльной пасты:
Specification:
Element: Sn42Bi58
Melting point: 138℃
Inside diameter: 22.6mm
External diameter: 25.2mm
Length: 120mm
Package includes:1 x 100g Solder Paste
Эта паяльная паста расфасована не в баночку, а в шприц:

К шприцу прилагается игла для точного нанесения пасты:

Поршень – довольно легко перемещается:

Надавить на него можно любым подходящим предметом.
Количество пасты в шприце:

Взвесим:

Здесь – без обмана. Отбросив вес шприца – мы наверняка получим 100 грамм.
Перейдем к консистенции пасты:

Паста более жидкая, чем BEST, не тянущаяся, липкость слабая, при нанесении – паста немного растекается.
Перейдём к испытаниям.
Проверим, при какой температуре пасты начинают плавится.
Начнем с BEST BST-328 с заявленной температурой плавления в 183°C. Наносим пасту, прикрепив рядом датчик температуры:

Паста начала плавится при температуре:

Теперь проверим температуру плавления у SODA SD-528T, с заявленными 138℃. Также наносим пасту:

И смотрим:

Именно при этой температуре паста начала расплавляться.
Проверим как паяют эти пасты.
Я взял плату:

Наносим пасту BEST:

Паста отлично прилипает к плате.
И греем феном:

Флюса на плате практически не осталось.
Теперь наносим пасту SODA в таком же количестве:

Она не липнет, а растекается по площадкам.
Греем феном:

В результате плата буквально залита флюсом, которого в этой пасте намного больше, чем припоя. Я пробовал поднять температуру до уровня пайки пастой BEST, думая, что флюс подвыгорит. Но не тут-то было. Весь флюс остался на месте. Ну и количество припоя в пасте SODA вы сами можете увидеть в сравнении с BEST.
Попробуем что-нибудь припаять.
Опять первой у нас идет паяльная паста BEST BST-328:


При пайке даже не пришлось удерживать деталь. Она прилипла к пасте и не делала попыток побега.)))
Теперь используем паяльную пасту SODA SD-528T:


Не держать деталь – не получится. Несмотря на слабый обдув – деталька совершила попытку к бегству, что неудивительно, ведь липкость у SODA совсем никакая. При этом припой распадался на маленькие капли, похожие на капли ртути и загрязнял собой плату. Хотя температура фена при пайке, естественно была ниже, чем при пайке пастой BEST.
Теперь пробуем отмыть плату от флюса и растёкшегося припоя SODA. Берём обычный спирт и моем:

Флюс от пасты BEST удалился без труда. Полностью удалить флюс от SODA – не удалось.
Кроме спирта у меня не оказалось никакой другой смывки. Да обычно спирта и хватало, и для наружного, и для внутреннего применения…)))
Поэтому я соскоблил флюс зубочисткой:

И затем, переводя зря ценный продукт – я промыл плату спиртом еще раз:

Поскольку лупу в тот день я с собой не взял, то решил, что всё же удалил всё. Но не тут-то было! Сбросив фото на компьютер и посмотрев их, я прямо расчувствовался! Посмотрите какие красивые шарики припоя выложены в ряд вдоль детали! Красота! Я впервые вижу такое поведение припоя. На вторых слева площадках, на которых я тоже использовал пасту SODA – это явление тоже отлично заметно.
Подведём итоги. Паяльная паста BEST BST-328 показала себя с хорошей стороны. Она вполне подходит для монтажа SMD компонентов и перекатки BGA микросхем. Благодаря липкости – она отлично удерживается на площадках. Единственный минус – вес пасты на 20 грамм меньше заявленного.
Пасту же SODA SD-528T, благодаря низкой температуре плавления, можно использовать для выпаивания элементов из плат с безсвинцовым припоем. Смешиваясь с ним – паста понизит температуру его плавления. А также для пайки деталей, которые лучше сильно не нагревать, например, SMD светодиодов. Но при этом обращать особое внимание на очистку платы от трудносмываемого флюса и загадочных шариков припоя. Цена за такую пасту сильно высока.
Спасибо за внимание.
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
Планирую купить +53 Добавить в избранное Обзор понравился +53 +91Радиолюбители давно облюбовали такое новшество как паяльная паста. Изначально она была придумана для пайки SMD компонентов при машинной сборке плат. Но сейчас такую пасту многие применяют для обычной ручной пайки деталей, проводов, металлов и т.п. Оно и понятно – все в одном под рукой. Ведь почти фактически паяльная паста - это смесь флюса с припоем.
На самом деле, чтобы сделать паяльную пасту для нужд радиолюбителей, потребуется не так уж много сил, времени и ингредиентов.
Для изготовления паяльной пасты нам потребуется:
- Вазелин медицинский. Используется как загуститель;
- Флюс ЛТИ-120 или другой жидкий.
- Пруток оловянно-свинцового припоя;
- Паяльный жир. А уж если найдете «активный жир» так вообще красота.
Как сделать паяльную пасту?
Весь процесс необыкновенно прост.Начинаем мы с измельчения припоя. Я взял толстый трубчатый кусок и начал его измельчать напильником, надфилем и механической насадкой на дрель. Что будете использовать вы – решать вам. Но я за механику, так как ручной труд слишком долог и кропотлив.


Чем меньше крошка – тем лучше. Требуется небольшое количество.

Затем добавляем вазелин в пропорции 1:1 и немного флюса ЛТИ (эти два ингредиента можно заменить паяльным жиром).


Все тщательно перемешиваем.


Для лучшего размешивания смесь можно нагреть на водяной бане или обычным паяльником, убавив его нагрев до 90 градусов Цельсия.
Далее для хранения перекладываем получившуюся пасту в шприц с толстой специализированной иглой. Или вообще без иглы.
На этом паста готова к использованию.


